Utilizzo ALCO
Filettatura a rullare
Utilizzo ALCO - Filettatura a rullare
Utilizzo
 Le teste per filettatura a rullare sono ampiamente utilizzate per la produzione di filetti a profilo triangolare, ACME, a dente di sega, conici, con profili speciali, ecc.
Le teste per filettatura a rullare sono ampiamente utilizzate per la produzione di filetti a profilo triangolare, ACME, a dente di sega, conici, con profili speciali, ecc.
Installando i rulli appropriati è inoltre possibile utilizzare le teste a rullare per zigrinature diritte o incrociate, deformazione di tubi, rullatura di superfici.
Le teste a rullare sono prodotte in svariati modelli, per adattarsi all’utilizzo su ogni tipologia di macchina utensile.
Applicazione delle teste a rullare
Le teste a rullare possono essere utilizzare sia in applicazioni dove è il particolare a ruotare che dove è la testa a ruotare. Nel caso primo caso si utilizzerà una testa “fissa” F, nel secondo caso una testa “rotante” R, entrambi i modelli sono ad apertura automatica.
Scelta della tipologia di testa a rullare
Nel catalogo sono riportate tabelle con le capacità dimensionali di rullatura di ciascun modello di testa. E’ sconsigliato l’utilizzo di una testa per un filetto di dimensione oltre la sua capacità.
Scelta del tipo di rulli
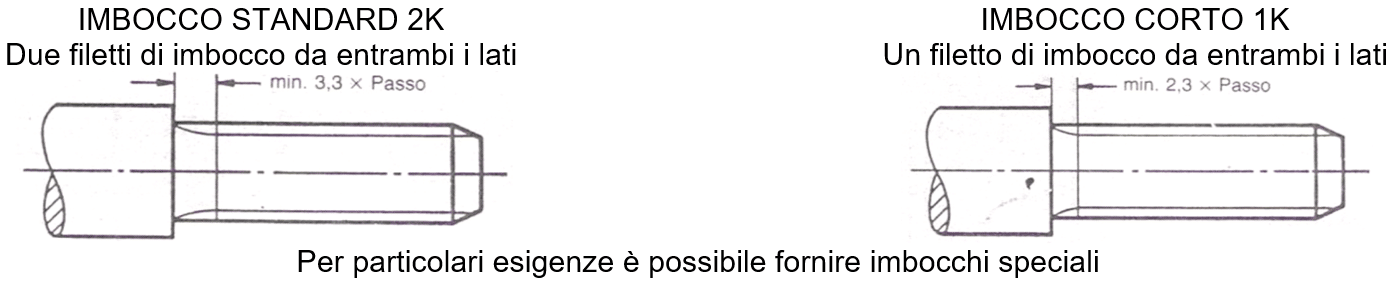
I rulli hanno anelli multipli con il profilo del filetto ed un imbocco da entrambi i lati per facilitare l’ingresso del grezzo da rullare così da avere una azione progressiva di deformazione. L’imbocco non è altro che una riduzione di diametro ad entrambe le estremità del rullo, in questo modo una volta usurati è possibile girare i rulli per utilizzarli dall’altro lato. I rulli sono disponibili con imbocco “standard” 2K e “corto” 1K. La lunghezza consentita per la fine della filettatura determina la scelta dell’imbocco 2K o 1K, ove consentito è preferibile utilizzare l’imbocco standard 2K in quanto i rulli hanno maggiore durata grazie alla migliore distribuzione della pressione su una maggiore lunghezza.
Preparazione dei pezzi per la filettatura a rullare
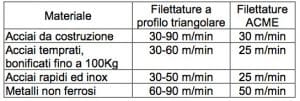
Il diametro d2 (prima della rullatura) corrisponde generalmente al diametro medio del filetto da realizzare. Questo diametro può variare a seconda del materiale da rullara. Seguendo le istruzioni sull’utilizzo fornite con ciascuna testa a rullare si faranno delle prove per determinare il valore di diametro massimo e minimo (partendo dal diametro medio) ammesso per quel tipo di filettatura su quello specifico materiale.Sui pezzi da rullare va realizzato in ingresso uno smusso di 10-20° rispetto all’asse, così da ottenere un diametro d più piccolo del diametro minore della filettatura. Non è obbligatorio realizzare anche uno scarico dal lato di fine filetto, ma se è presente allora deve essere smussato come per la parte frontale di inizio filetto, ed il suo diametro deve essere 0.5-1.0mm inferiore al diametro minimo della filettatura.
Lubrificazione e raffreddamento
Ogni lubrificante o lubrorefrigerante utilizzato normalmente nelle lavorazioni ad asportazione di truciolo. Lubrorefrigeranti nella proporzione di 10-20:1 (preferibilmente con additivi EP), oli da taglio fluidi, ecc. La presenza di additivi EP favorisce il processo di rullatura migliorando lo scorrimento ed incrementando la durata dei rulli.